-
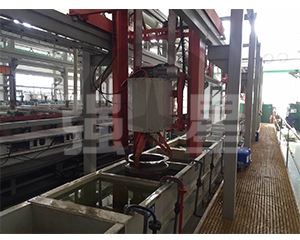
電鍍的主要設(shè)備包括整流器、鍍槽及附件�����、陽(yáng)極和陰極等�。對(duì)電鍍主要設(shè)備的管理,首先是設(shè)備選型要正確�,要根據(jù)鍍種、鍍液裝載量�、工藝規(guī)定的要求來選擇相應(yīng)的設(shè)備。整流器的管理用于電鍍的整流器對(duì)防腐蝕性能有一定要求�,不能采用非電鍍用整流電源,否則在電鍍
發(fā)布時(shí)間:2024-12-06 點(diǎn)擊次數(shù):4
-
電鍍?cè)O(shè)備在電鍍過程中起著至關(guān)重要的作用���,但在長(zhǎng)期運(yùn)行中可能會(huì)出現(xiàn)各種故障�����。了解這些常見故障及其應(yīng)對(duì)措施��,可以幫助企業(yè)提高生產(chǎn)效率��,降低設(shè)備維護(hù)成本�。以下是電鍍?cè)O(shè)備常見故障及相應(yīng)的應(yīng)對(duì)措施。一����、電源故障1.1常見問題電源不穩(wěn)定:電壓波動(dòng)或頻
發(fā)布時(shí)間:2024-11-15 點(diǎn)擊次數(shù):8
-
電鍍?cè)O(shè)備的發(fā)展趨勢(shì)主要包括以下幾個(gè)方面:技術(shù)創(chuàng)新:為了滿足不斷進(jìn)步的用戶需求和現(xiàn)代制造產(chǎn)品的要求��,電鍍?cè)O(shè)備在產(chǎn)品結(jié)構(gòu)����、材料、控制系統(tǒng)設(shè)計(jì)等方面將不斷更新和改進(jìn)����。例如,采用高頻開關(guān)電源技術(shù)�,可大大減小變壓器體積和設(shè)備功耗�,提高功率
發(fā)布時(shí)間:2024-08-12 點(diǎn)擊次數(shù):19
-
電鍍?cè)O(shè)備是用于進(jìn)行電鍍加工的一系列裝置和工具的組合。電鍍?cè)O(shè)備通常包括以下幾個(gè)主要部分:鍍槽:這是進(jìn)行電鍍反應(yīng)的核心部件��,用于容納電鍍液和待鍍工件�。電源:提供穩(wěn)定的電流和電壓��,以控制電鍍過程中的電化學(xué)反應(yīng)�����。攪拌裝置:使電鍍液均勻分布��,提高電鍍
發(fā)布時(shí)間:2024-07-25 點(diǎn)擊次數(shù):35
-
在現(xiàn)代工業(yè)制造的領(lǐng)域中���,電鍍?cè)O(shè)備如同一位神奇的魔法師,賦予產(chǎn)品華麗的外表與卓越的性能�����。電鍍?cè)O(shè)備是用于進(jìn)行電鍍工藝的專業(yè)裝置���,通過精確控制電流��、電壓����、鍍液濃度等參數(shù)�����,將金屬離子沉積在工件表面,形成一層均勻�、致密、牢固的金屬鍍層�����。這
發(fā)布時(shí)間:2024-07-17 點(diǎn)擊次數(shù):18
-
選擇適合的電鍍?cè)O(shè)備需要綜合考慮多個(gè)因素���,以下是一些關(guān)鍵的考慮點(diǎn):生產(chǎn)需求和規(guī)模評(píng)估預(yù)期的產(chǎn)量和生產(chǎn)節(jié)奏,以確定設(shè)備的處理能力和工作效率����。考慮是大規(guī)模連續(xù)生產(chǎn)還是小批量間歇生產(chǎn)���。鍍種和鍍層要求不同的鍍種(如鍍鋅�、鍍鎳�����、鍍鉻等)和鍍
發(fā)布時(shí)間:2024-07-02 點(diǎn)擊次數(shù):19
-
電鍍?cè)O(shè)備的工作原理是在含有欲鍍金屬的鹽類溶液中,以被鍍基體金屬為陰極���,通過電解作用�����,使鍍液中欲鍍金屬的陽(yáng)離子在基體金屬表面沉積出來�����,形成鍍層�。具體來說�,電鍍過程包括以下幾個(gè)步驟:預(yù)處理:對(duì)待鍍件進(jìn)行清洗、除油����、除銹等處理,以確保表面干凈,提
發(fā)布時(shí)間:2024-07-02 點(diǎn)擊次數(shù):20
-
全自動(dòng)電鍍生產(chǎn)線的工作原理全自動(dòng)電鍍生產(chǎn)線的工作原理主要基于電化學(xué)原理和自動(dòng)化控制技術(shù)��。在電鍍過程中�����,將待鍍工件作為陰極�,鍍層金屬作為陽(yáng)極,放入含有鍍層金屬離子的電鍍液中����。當(dāng)直流電通過時(shí),在電場(chǎng)的作用下�����,鍍層金屬離子向陰極移動(dòng)�,
發(fā)布時(shí)間:2024-06-18 點(diǎn)擊次數(shù):34
-
空電鍍主要包括:真空蒸鍍�、濺射鍍和離子鍍幾種類型。它們都是采用在真空條件下�,通過蒸餾或?yàn)R射等方式在塑件表面沉積各種金屬和非金屬薄膜,通過這樣的方式可以得到非常薄的表面鍍層���,同時(shí)具有速度快附著力好的突出優(yōu)點(diǎn)���,但是價(jià)格也較高,可以進(jìn)
發(fā)布時(shí)間:2024-03-08 點(diǎn)擊次數(shù):26
-
自動(dòng)電鍍生產(chǎn)線需要進(jìn)行外表處置的零件���,對(duì)工件進(jìn)行除油是鍍前一個(gè)必不可少的環(huán)節(jié)����。如果資料外表有油污�,會(huì)在零件外表形成油膜,影響外表覆蓋層與基體金屬的結(jié)合力��,特別是對(duì)電鍍覆蓋層影響更大����,滾鍍自動(dòng)生產(chǎn)線微量的油污也能造成鍍層結(jié)合不牢,而產(chǎn)生起皮��、
發(fā)布時(shí)間:2019-10-16 點(diǎn)擊次數(shù):89
-
1�����,在連續(xù)電鍍?cè)O(shè)備工作的時(shí)候�����,不能進(jìn)行調(diào)整工作。滾鍍自動(dòng)生產(chǎn)線這特指在設(shè)備的一個(gè)工作周期內(nèi)����,在這個(gè)周期內(nèi),不要進(jìn)行任何的調(diào)整�,或者是檢修工作,否則它就不能夠進(jìn)行連續(xù)的工作�,這樣,工作的各個(gè)結(jié)果之間就會(huì)產(chǎn)生一定的偏差���,不利于標(biāo)準(zhǔn)化生產(chǎn)���,調(diào)整好
發(fā)布時(shí)間:2019-10-10 點(diǎn)擊次數(shù):175
-
全自動(dòng)電鍍生產(chǎn)線運(yùn)行快穩(wěn)、產(chǎn)量高�����、質(zhì)量穩(wěn)定�,但沒有手動(dòng)線那樣的隨意性,因而更改亦較困難�。由于投資較高,決策前須考慮周到��、成熟并長(zhǎng)遠(yuǎn)些,選擇時(shí)應(yīng)從自身實(shí)力���、產(chǎn)量大小��、品種范圍�、質(zhì)量要求����、管理檔次�����、滾鍍自
發(fā)布時(shí)間:2019-09-25 點(diǎn)擊次數(shù):185
-
鋁合金的氧化是陽(yáng)極氧化,陽(yáng)極氧化和電鍍雖然都需要通電�,但兩者之間有本質(zhì)的區(qū)別。我們先來看看陽(yáng)極氧化���。并不是所有的金屬都適合陽(yáng)極氧化��。鋁是應(yīng)用廣泛的陽(yáng)極氧化金屬合金��。陽(yáng)極氧化是指被氧化的金屬(鋁)通過低壓直流作為陽(yáng)極電解氧化��,從而在材料表面形
發(fā)布時(shí)間:2019-08-26 點(diǎn)擊次數(shù):149
-
毫無疑問��,針對(duì)腳輪熱鍍鋅我們都知道我覺得就是說在腳輪鋁合金的表層鍍一層層鋅關(guān)鍵是起美觀大方���、防銹蝕等功效的這種金屬表面處理技術(shù)性���。可是針對(duì)腳輪熱鍍鋅的方式都是有很多種多樣的��,各種各樣熱鍍鋅的方式應(yīng)用的地區(qū)不同��。下邊無錫強(qiáng)星表面工程設(shè)備有限公
發(fā)布時(shí)間:2019-08-15 點(diǎn)擊次數(shù):131
-
可持續(xù)發(fā)展的電鍍工業(yè)模式���,是綜合了電鍍生產(chǎn)線資源的節(jié)約和環(huán)境保護(hù)����、效率提高等多種因素的電鍍生產(chǎn)模式��。這種模式要求電鍍?cè)O(shè)備廠不僅僅是從電鍍工藝和環(huán)境保護(hù)的角度來制定方案�,而且要從合理的能
發(fā)布時(shí)間:2019-08-08 點(diǎn)擊次數(shù):80
-
普通電鍍主要是指常規(guī)單金屬電鍍���,諸如鍍Cu、Ni�、Cr、Sn�����、Zn�����、Cd等����,它是復(fù)合電鍍���、非金屬電鍍�、電鍍合金�、刷鍍及電鍍稀貴金屬等特殊電鍍加工的基礎(chǔ)。不同的單金屬電鍍覆層具有不同的性質(zhì)用途��,采用的工藝也各有其特點(diǎn)���,但其基本理論相近����。就來說
發(fā)布時(shí)間:2019-07-23 點(diǎn)擊次數(shù):268
-
電鍍(Electroplating)就是利用電解原理在某些金屬表面上鍍上一薄層其它金屬或合金的過程����,是利用電解作用使金屬或其它材料制件的表面附著一層金屬膜的工藝從而起到防止腐蝕��,提高耐磨性����、導(dǎo)電性、反光性及增進(jìn)美觀等作用�����?��! ±秒娊庾饔?
發(fā)布時(shí)間:2019-07-22 點(diǎn)擊次數(shù):257
-
電鍍是利用電解方法對(duì)零件進(jìn)行表面加工的一種工藝�。電鍍時(shí)零件為陰極,鍍液中的金屬離子在直流電的作用下沉積在零件表面形成均勻���、致密的金屬鍍層��。電鍍必需的條件是外加直流電源����,鍍液和鍍件及陽(yáng)極組成的電解裝置�。
發(fā)布時(shí)間:2019-07-05 點(diǎn)擊次數(shù):115
-
可持續(xù)發(fā)展的電鍍工業(yè)模式,是綜合了電鍍生產(chǎn)線資源的節(jié)約和環(huán)境保護(hù)���、效率提高等多種因素的電鍍生產(chǎn)模式�。這種模式要求電鍍?cè)O(shè)備廠不僅僅是從電鍍工藝和環(huán)境保護(hù)的角度來制
發(fā)布時(shí)間:2019-06-28 點(diǎn)擊次數(shù):101
-
電鍍?cè)O(shè)備中的滾鍍?cè)O(shè)備����,滾鍍嚴(yán)格意義上講叫做滾筒電鍍�。它是將一定數(shù)量的小零件置于專用滾筒內(nèi)、在滾動(dòng)狀態(tài)下以間接導(dǎo)電的方式使零件表面沉積上各種金屬或合金鍍層�����、以達(dá)到表面防護(hù)裝飾及各種功能性目的的一種電鍍加工方式��。典型的滾鍍過程是這樣的:將經(jīng)過鍍
發(fā)布時(shí)間:2019-06-25 點(diǎn)擊次數(shù):158
-
典型的滾鍍過程是這樣的:將經(jīng)過鍍前處理的小零件裝進(jìn)滾筒內(nèi)���,零件靠自身的重力作用將滾筒內(nèi)的陰極導(dǎo)電裝置緊緊壓住���,以保證零件受鍍時(shí)所需的電流能夠順利地傳輸,然后����,同時(shí)����,主金屬離子受到電場(chǎng)作用后在零件表面還原為金屬鍍層,滾筒外新鮮溶液連續(xù)不斷地通
發(fā)布時(shí)間:2019-06-17 點(diǎn)擊次數(shù):141
-
鋅鍍層的鍍后處理���,包括除氫��、出光和鈍化等工序�����。其目的是為了消除電鍍過程中產(chǎn)生的一些缺陷����,改善鋅鍍層的理化性能及基材的機(jī)械性能�,提高鍍層的抗蝕能力、延長(zhǎng)壽命。在酸洗���、陰極除油以及電鍍過程中��,都不可避免地要產(chǎn)生氫��。氫滲入鍍層和基體金屬內(nèi)部致使材
發(fā)布時(shí)間:2019-06-12 點(diǎn)擊次數(shù):174
-
表面處理一:電鍍 電鍍(Electroplating)就是利用電解原理在某些金屬表面上鍍上一薄層其它金屬或合金的過程��,是利用電解作用使金屬或其它材料制件的表面附著一層金屬膜的工藝從而起到防止金屬氧化(如銹蝕)�����,提高耐磨性�、導(dǎo)電性�、反光性、
發(fā)布時(shí)間:2019-06-05 點(diǎn)擊次數(shù):112
-
什么是熱鍍鋅��?熱鍍鋅(galvanizing)也叫熱浸鋅和熱浸鍍鋅:是一種有效的金屬防腐方式���,主要用于各行業(yè)的金屬結(jié)構(gòu)設(shè)施上��。是將除銹后的鋼件浸入500℃左右融化的鋅液中�����,使鋼構(gòu)件表面附著鋅層�����,從
發(fā)布時(shí)間:2019-05-30 點(diǎn)擊次數(shù):212
-
國(guó)外模具使用了那些電鍍工藝��?表面處理技術(shù)對(duì)模具工業(yè)是十分重要的,近幾年在國(guó)外表面處理技術(shù)方面又有較大進(jìn)展,了解國(guó)外有關(guān)這方面的情況以資借鑒,對(duì)發(fā)展我國(guó)模具工業(yè)是有益的����,電鍍廠小編就給大家分享下國(guó)外模具使用了那些電鍍工藝: 1.模具化學(xué)
發(fā)布時(shí)間:2019-05-16 點(diǎn)擊次數(shù):77
-
與熱鍍鋅鋼板的生產(chǎn)工藝類似�,電鍍鋅鋼板的生產(chǎn)工藝也是采用連續(xù)電鍍法,分為預(yù)處理(清洗段)���,鍍后處理兩個(gè)步驟�。電鍍鋅板質(zhì)量的好壞,在很大程度上取決于電鍍前的洗滌質(zhì)量��。電鍍鋅后處理的主要目的是改善鍍鋅板的表面涂漆性能和抗腐蝕性能�,以延長(zhǎng)鍍鋅
發(fā)布時(shí)間:2019-05-15 點(diǎn)擊次數(shù):85
-
隨著國(guó)家環(huán)保標(biāo)準(zhǔn)越來越高,各地對(duì)電鍍企業(yè)的監(jiān)管查處力度也越來越嚴(yán)格����,一直致力于合金催化液等新型環(huán)保材料表面處理技術(shù)研發(fā)的天津電鍍廠,通過公開資料搜集梳理�����,整理出環(huán)保部門檢查電鍍企業(yè)的重點(diǎn)事項(xiàng)及檢查方法���,以供電鍍企業(yè)參考��?�! z查內(nèi)容一:
發(fā)布時(shí)間:2019-04-28 點(diǎn)擊次數(shù):151
-
電鍍技術(shù)作為當(dāng)前非常重要的現(xiàn)代加工技術(shù)�����,早已不僅僅是金屬表面的防護(hù)和裝飾加工手段�����,更是能賦予金屬或非金屬其他功能性的優(yōu)點(diǎn)�����?! ?jù)不wan全統(tǒng)計(jì)現(xiàn)在可以獲得的各種工業(yè)鍍層已經(jīng)達(dá)到60多種����,其中單金屬鍍層20多種,幾乎包括了所有的常用金屬或
發(fā)布時(shí)間:2019-04-22 點(diǎn)擊次數(shù):84
-
隨著設(shè)計(jì)師越來越多地在產(chǎn)品中應(yīng)用功能性和裝飾性金屬鍍層,使ABS和PC/ABS合金在電鍍領(lǐng)域應(yīng)用的比例不斷上升���。電鍍PC/ABS����,主要用于汽車部件(門把手�����,格柵����,飾條)�����,鍍金用部件等����?���! ∫诮饘馘儗优c塑料基地材料之間形成良好的粘附力,最重
發(fā)布時(shí)間:2019-04-15 點(diǎn)擊次數(shù):113
-
無錫強(qiáng)星表面工程設(shè)備告訴你電鍍銀現(xiàn)在用什么藥水����!電鍍銀現(xiàn)在用什么電鍍銀藥水呢?無錫強(qiáng)星表面工程設(shè)備有限公司表示���,電鍍銀的工藝一直在發(fā)展進(jìn)步�����,而現(xiàn)在新的電鍍銀工藝已經(jīng)進(jìn)入了無氰時(shí)代�����?���! ∥磥淼碾婂冦y肯定是沒有氰的�,這是一個(gè)目標(biāo),一個(gè)美好的愿
發(fā)布時(shí)間:2019-03-21 點(diǎn)擊次數(shù):75
-
電鍍加工后處理的除氫方法1�����、一般除氫方法 (1)將需除氫的鍍件放在烘箱內(nèi)(放在真空爐內(nèi))�,或在熱油中(適用于鍍硬鉻件),在200~250℃下處理3H以上�。 (2)熱油中除氫能獲得與在
發(fā)布時(shí)間:2019-03-13 點(diǎn)擊次數(shù):250
-
所謂電鍍����,就是在含有某種金屬離子的電解質(zhì)溶液中,將被鍍工件作為陰極���,通以—定波形的低壓直流電���,而使金屬離子得到電子,不斷在陰極沉積為金屬的加工過程�����。平常所說的電鍍生產(chǎn),實(shí)際包括的工藝要多得多�����,一般把化學(xué)鍍��、黑色及有色金屬的化學(xué)成膜����,甚至
發(fā)布時(shí)間:2019-02-28 點(diǎn)擊次數(shù):79
-
鎳磷鍍技術(shù)在化工機(jī)械����、制藥機(jī)械行業(yè)的應(yīng)用因其自身的優(yōu)勢(shì),已成功應(yīng)用在石油�、制藥機(jī)械、電子���、電腦外設(shè)�����、汽車�、摩托車、鐵路機(jī)車�、食品機(jī)械、煤礦機(jī)械��、印刷機(jī)械�、醫(yī)療器械�����、紡織機(jī)械����、精密模具等各種行業(yè)上。想必大家對(duì)其也已經(jīng)
發(fā)布時(shí)間:2019-01-10 點(diǎn)擊次數(shù):126
-
電鍍鋅加工各種因素介紹鍍液的組成:對(duì)鍍層結(jié)構(gòu)影響���,例如氰化物鍍?cè)』驈?fù)鹽鍍?cè)〉腻儗?,要比酸性單鹽的鍍層細(xì)致��。其它如光澤劑等添加劑都影響很大。電流密度:電流密度提高某一限度時(shí)��,氫氣會(huì)大量析出�����,電流效率低��,產(chǎn)生陰極極化作用����,樹枝狀結(jié)晶
發(fā)布時(shí)間:2018-12-18 點(diǎn)擊次數(shù):66
-
化學(xué)鍍鎳的工業(yè)應(yīng)用主要圍繞著它的幾大特點(diǎn)化學(xué)鍍鎳線工業(yè)中的應(yīng)用。我們?cè)跈?quán)國(guó)的生產(chǎn)線比較多�����,接觸的工業(yè)類型也比較齊全��,那我就把我們?cè)诠I(yè)中的應(yīng)用經(jīng)驗(yàn)與大家交流一下����,也把前面我們對(duì)工藝的學(xué)習(xí)加以鞏固?����;瘜W(xué)鍍鎳線的工業(yè)應(yīng)用主要圍繞著它的幾大特點(diǎn)
發(fā)布時(shí)間:2019-02-22 點(diǎn)擊次數(shù):136
-
水平方向陽(yáng)極排布的影響水平方向陽(yáng)極排布是均勻分布好還是集中分布好�����?是密一點(diǎn)好還是稀一點(diǎn)好�?水平方向的陽(yáng)極布置采用a的陽(yáng)極分布時(shí)��,水平方向陽(yáng)極總長(zhǎng)度
發(fā)布時(shí)間:2018-10-24 點(diǎn)擊次數(shù):95
-
電鍍鋅的工藝流程電鍍鋅:行業(yè)內(nèi)又稱冷鍍鋅���,就是利用電解���,在制件表面形成均勻���、致密�、結(jié)合良好的金屬或合金沉積層的過程�����。與其他金屬相比����,鋅是相對(duì)便宜而又易鍍覆的一種金屬���,屬低值防蝕電鍍層,被廣泛用于保護(hù)鋼鐵件���,特別是防止大氣腐蝕���,并用于裝飾。鍍
發(fā)布時(shí)間:2019-02-20 點(diǎn)擊次數(shù):127
-
鍍液的組成:對(duì)鍍層結(jié)構(gòu)影響����,例如氰化物鍍?cè)』驈?fù)鹽鍍?cè)〉腻儗樱人嵝詥嘻}的鍍層細(xì)致����。其它如光澤劑等添加劑都影響很大。電流密度:電流密度提高某一限度時(shí)���,氫氣會(huì)大量析出�,電流效率低���,產(chǎn)生陰極極化作用�,樹枝狀結(jié)晶將會(huì)形成。
發(fā)布時(shí)間:2018-12-04 點(diǎn)擊次數(shù):140
-
對(duì)于電鍍鋅過程中電鍍液的配置問題,我們以1000毫升為案例進(jìn)行說明:第一:在電鍍槽內(nèi)需要事先加入1/3體積的純凈水;第二:用1/3的純水溶解氫氧化鈉(溶解時(shí)會(huì)發(fā)熱��,必須小心);第三:用少量的水將氧化鋅調(diào)成糊狀�����,然后加入較多的純水���,充分?jǐn)嚢琛?
發(fā)布時(shí)間:2019-01-16 點(diǎn)擊次數(shù):232
-
電鍍電源的選用是否正確�,直接關(guān)系到鍍層質(zhì)量����、鍍槽生產(chǎn)能力、能源的消耗及投資的效益���。直流電機(jī)因耗能大����、效率低����,已基本淘汰�;硅整流電源價(jià)格低����,但效率也不理想����。為了進(jìn)一步提高整流設(shè)備效率,縮小整機(jī)體積和減輕重量����,近生產(chǎn)出了高頻開關(guān)電源設(shè)備。盡管開
發(fā)布時(shí)間:2018-08-27 點(diǎn)擊次數(shù):130
-
光彩電鍍材料電鍍?cè)O(shè)備車間對(duì)每一個(gè)工作人員都配有的防護(hù)用品有:工作服����、工作鞋、工作帽和手套等����。其作用是防止毒物從皮膚侵入人體,防止強(qiáng)酸�、強(qiáng)堿等毒物對(duì)皮膚的傷害,防止吸附性較強(qiáng)的汞等毒物吸附在頭發(fā)和服裝上��。車間的個(gè)體防護(hù)用品種類很多�����,應(yīng)根據(jù)生產(chǎn)
發(fā)布時(shí)間:2018-08-27 點(diǎn)擊次數(shù):161
-
電鍍時(shí)的表面狀況和加工要求,電鍍?cè)O(shè)備選擇其中適當(dāng)?shù)膸讉€(gè)步驟����,對(duì)零件表面進(jìn)行的修整加工,使零件具有平整光潔的表面���,這是能否獲得鍍層的重要環(huán)節(jié)�。鍍前處理工藝中�����,所用的主要設(shè)備有磨��、拋光機(jī)�、刷光機(jī)、噴砂機(jī)��、滾光機(jī)和各類固定槽���。電鍍處理是整個(gè)生產(chǎn)過
發(fā)布時(shí)間:2018-12-25 點(diǎn)擊次數(shù):173
-
電鍍?cè)O(shè)備能連續(xù)和自動(dòng)操縱�����,能有效地進(jìn)行過濾��,洗滌����,脫水����,操縱現(xiàn)場(chǎng)干凈,易于檢查和修理��。外濾面轉(zhuǎn)鼓真空過濾機(jī)���。按單位過濾面積算價(jià)格低�����,占地面積小,但濾餅濕度高于轉(zhuǎn)鼓真空過濾機(jī)���。結(jié)構(gòu)簡(jiǎn)樸����,洗滌效果好����,洗滌液與濾液人開���,對(duì)于脫水快的料漿,單臺(tái)過濾
發(fā)布時(shí)間:2018-12-07 點(diǎn)擊次數(shù):209
-
一般是指直接對(duì)零件進(jìn)行加工處理的生產(chǎn)設(shè)備,它是市場(chǎng)上不可缺少的產(chǎn)品��。離心滾光是正在一度轉(zhuǎn)塔內(nèi)的四處安放一些裝有整機(jī)和磨料介質(zhì)的轉(zhuǎn)筒,轉(zhuǎn)塔高速繚繞,而轉(zhuǎn)筒以較低的
發(fā)布時(shí)間:2018-07-27 點(diǎn)擊次數(shù):89
-
一般是指直接對(duì)零件進(jìn)行加工處理的生產(chǎn)設(shè)備,它是市場(chǎng)上不可缺少的產(chǎn)品���。離心滾光是正在一度轉(zhuǎn)塔內(nèi)的四處安放一些裝有整機(jī)和磨料介質(zhì)的轉(zhuǎn)筒,轉(zhuǎn)塔高速繚繞,而轉(zhuǎn)筒以較低的
發(fā)布時(shí)間:2019-02-14 點(diǎn)擊次數(shù):147
-
電鍍的處理在整個(gè)生產(chǎn)過程中是比較重要的工藝�����,電鍍?cè)O(shè)備可以有針對(duì)性的選擇一些單金屬或者是合金電鍍工藝去為零件進(jìn)行電鍍或者是浸鍍等加工����,這樣就可以有效的使零件達(dá)到防止腐蝕和耐磨等目的����,重要的是經(jīng)過電鍍和浸鍍的零件還會(huì)顯得比較美觀,電鍍?cè)O(shè)備在使用
發(fā)布時(shí)間:2019-01-18 點(diǎn)擊次數(shù):143
-
紡織印染廢水具有水量大���、有機(jī)污染物含量高�����、堿性大����、水質(zhì)變化大等特點(diǎn)���,屬難處理的工業(yè)廢水之一��,廢水中含有染料���、漿料、助劑���、油劑���、酸堿、纖維雜質(zhì)�����、砂類物質(zhì)�、無機(jī)鹽等。目前用于印染廢水處理的主要方法有物化法、生化法����、化學(xué)法以及幾種工藝結(jié)合的處理方
發(fā)布時(shí)間:2018-08-27 點(diǎn)擊次數(shù):147
-
鹽霧對(duì)金屬材料表面的腐蝕是由于含有的離子穿透金屬表面的氧化層和防護(hù)層與內(nèi)部金屬發(fā)生電化學(xué)反應(yīng)引起的。同時(shí)�����,離子含有一定的水合能�,易被吸附在金屬表面的孔隙、裂縫排擠并取代化層中的氧�,把不溶性的氧化物變成可溶性的化物,使鈍化態(tài)表面變
發(fā)布時(shí)間:2018-08-27 點(diǎn)擊次數(shù):123
-
滾鍍的陰極電流密度雖然較大�,然而由于電流密度差異懸殊,多數(shù)電流消耗在高電流密度的工件上��,平均電流密度卻很小�����,結(jié)果是陰極電流效率低����,如操作中稍有疏忽��,鍍層厚度就難以保證���。2.滾鍍過程中同時(shí)存在化學(xué)溶解
發(fā)布時(shí)間:2018-12-29 點(diǎn)擊次數(shù):182
-
1.針對(duì)有機(jī)雜質(zhì)的處理方法用氧化劑破壞�����,再用活性炭吸附有機(jī)物��。一般電鍍中常用的氧化劑有:雙氧水����,高錳酸鉀,亞硫酸銨�。等。使用時(shí)應(yīng)考慮氧化劑的副產(chǎn)物對(duì)鍍液有無影響��。屬于蛋白質(zhì)類的膠類有機(jī)物可用丹寧酸處理�����,使之形成絮
發(fā)布時(shí)間:2018-08-27 點(diǎn)擊次數(shù):396
-
1�、蒸汽加熱蒸汽加熱的優(yōu)點(diǎn)是加熱速度較快,效果好����,對(duì)大型銅鎳鉻自動(dòng)線或工作槽液體積較大時(shí)特別適用��。對(duì)工作液或工作槽加熱���,采用耐腐蝕易導(dǎo)熱的金屬管制成蛇形管��,置于槽底或槽側(cè)�,從一端通入蒸汽���,出氣則可用于
發(fā)布時(shí)間:2018-08-27 點(diǎn)擊次數(shù):115
-
輔助設(shè)備的影響我們電鍍界一直呼吁要重視輔助設(shè)備,但由于企業(yè)考慮一次投入的成本,往往忽視輔助設(shè)備�。比如鍍鎳循環(huán)過濾�、鍍銅的降溫設(shè)備,很少有備齊的。加熱器�����、攪拌器��、水洗設(shè)備���、干燥設(shè)備都會(huì)影響電鍍的質(zhì)量���。只不過由于其一
發(fā)布時(shí)間:2018-08-27 點(diǎn)擊次數(shù):176
-
電能學(xué)因素的影響電鍍要消耗電能,這是不言而喻的�。電鍍對(duì)所使用的電能有一定的要求,必須滿足哪些要求才能獲得合格的鍍層,卻有一定的規(guī)范��。由于大部分電鍍加工企業(yè)或部門是購(gòu)進(jìn)整流器作電源,因此,可以簡(jiǎn)單地說是如何選擇和安
發(fā)布時(shí)間:2018-08-27 點(diǎn)擊次數(shù):164
-
一.由于物理因素對(duì)電鍍產(chǎn)品質(zhì)量的影響影響電鍍質(zhì)量的物理因素又可以分為機(jī)械的�����、電學(xué)的和幾何的等幾種,包括溫度�����、攪拌���、電流密度及波形、槽體形狀大小���、掛具形狀�����、陽(yáng)極狀態(tài)等,本篇將分別加以討論��。
發(fā)布時(shí)間:2019-02-13 點(diǎn)擊次數(shù):165
-
結(jié)合力通常是指一個(gè)物體粘到另一個(gè)物體上的范圍和程度��。如果一個(gè)鍍層因機(jī)械力或變形而脫落�,或被氣體吹脫,或是被腐蝕而剝離���,則鍍層就缺乏結(jié)合力����。顯然��,結(jié)合力是電沉積層的重要性能指標(biāo)��,它與基體材料電鍍前的表面狀態(tài)有著非常直接而重要的關(guān)系�。而結(jié)合
發(fā)布時(shí)間:2016-07-27 點(diǎn)擊次數(shù):90
-
棉布使用歷史久,但目前很多被聚醋纖維布所取代���,因它提供了較大的抗張強(qiáng)度并更耐磨����。根據(jù)不同的磨拋要求����,可采用不同類型結(jié)構(gòu)的布帶。磨料有的��,如杯榴石、隧石等�,但目前常用得多的一種,它在破壞之前可不斷更換暴露新的邊緣���。碳化硅較硬���,但比三氧化二
發(fā)布時(shí)間:2016-07-27 點(diǎn)擊次數(shù):245
-
機(jī)械拋光利用的是拋光輪與拋光膏的精細(xì)磨料。對(duì)零件進(jìn)行輕微切削和研磨�����,以除去基體材料表面的細(xì)微不平���,達(dá)到提高表面光潔度的目的。機(jī)械拋光是在涂有拋光膏的拋光輪上進(jìn)行的�,它與磨光不同,沒有明顯的金屬屑被切下來�����。一般認(rèn)為����,高速旋轉(zhuǎn)的拋光輪與金
發(fā)布時(shí)間:2016-07-27 點(diǎn)擊次數(shù):83
-
涂料的性能主要由基料所決定����,而涂料用基料包括(半)干性油���、樹脂�、人造樹脂和合成樹脂等等���。樹脂有松香�、蟲膠��、干酪素�����、瀝青����、阿拉伯樹脂膠、安息香醋��、生漆等;人造樹脂是對(duì)高分子物質(zhì)進(jìn)行加工制得的樹脂�����,包括石灰松香、松香甘油醋���、季戊四醇松香�、順丁
發(fā)布時(shí)間:2016-07-27 點(diǎn)擊次數(shù):77
-
鍍層是由晶體或晶粒組成的�����,結(jié)晶體的大小����、形狀及排列方式?jīng)Q定著鍍層的結(jié)構(gòu)特性。在各種電解液中�����,各種金屬鍍層結(jié)構(gòu)特性也是不同的��,主要是沉積過程不同所致��。開始電鍍時(shí)�����,基體材料表面并沒有覆蓋一層金屬��,而是生成了一些細(xì)微的小點(diǎn)�����,這就是結(jié)晶核��,隨
發(fā)布時(shí)間:2016-07-27 點(diǎn)擊次數(shù):250
-
某染料廠生產(chǎn)中排放三種廢水:堿性品紅廢水���,酸性媒介藏青RRN廢水和酸性媒介紅S—80廢水����,量小且有機(jī)物濃度高����,BOD5低但含鹽量高,不宜采用生化法處理工藝�����,故采用工藝簡(jiǎn)單�、占地小、管理方便的物化法����。 首先將三種染料廢水分別進(jìn)行自然沉淀����,
發(fā)布時(shí)間:2016-08-04 點(diǎn)擊次數(shù):137
-
電解處理是大家在電鍍工業(yè)中常用的去除雜質(zhì)的方法����。電解處理亦是一個(gè)電鍍過程,不過它不是以獲得良好電鍍層為目的�����,而是以去除雜質(zhì)(或調(diào)整鍍液成分含量)為目的��。所不同的只是在陰極上不吊掛零件��,而是改為吊掛以去除雜質(zhì)而制作的電解板(又稱假陰極)�����。在通
發(fā)布時(shí)間:2017-12-14 點(diǎn)擊次數(shù):138
-
鋅是一種銀白色的金屬���。金屬鋅較脆�,當(dāng)加熱到100--150°�����,有一定的延展性����,溫度超過250℃時(shí)易發(fā)脆。渡蓋在鋼鐵表面的鍍鋅層�����,經(jīng)鈍化后生成緊密細(xì)致的鈍化膜����,有效的防止鋼鐵與外界的接觸,使其免受腐蝕���。鋅的電極電位比鐵低��。因此����,在鍍鋅
發(fā)布時(shí)間:2016-07-27 點(diǎn)擊次數(shù):70
-
對(duì)于通過電鍍形成的金屬鍍層��,不管品種和性質(zhì)如何����,人們對(duì)它們都有一些共同的要求���,這些要求大致有以下幾方面。①鍍層應(yīng)結(jié)構(gòu)致密����、表面光滑平整,有的甚至要求具有一定的光亮度�。致密無孔的鍍層,不僅有利于防護(hù)基體金屬免遭腐蝕�,有可能在較長(zhǎng)的時(shí)間內(nèi)保持
發(fā)布時(shí)間:2016-07-27 點(diǎn)擊次數(shù):277

 510-83552966
510-83552966電鍍?cè)O(shè)備")